
Electric upsetting is a means of preforming bar stock to create an enlarged diameter on a bar, which can then be forged with no further heating. It has applications to the production of parts which are conventionally produced by closed die forging in presses or hammers, and also the production of parts which are conventionally produced in mechanical upsetting machines.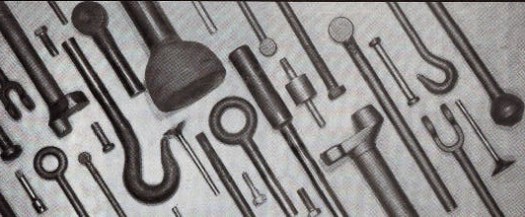
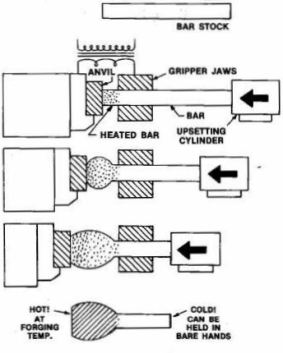 The cold bar stock is placed in the upsetter and clamped by the gripper jaws. A low-voltage, high-amperage, electric current is passed through the bar between the anvil and the gripper jaws. As the bar between the contacts heats (by resistance) and becomes plastic, the axial force applied by the hydraulic cylinder compresses the bar and enlarges it at the hot end, creating a ball against the anvil. As the ball becomes larger, the anvil retracts. There is virtually no limit to the amount of material that can be gathered and since the resistance heating begins at the center of the bar, scale is minimized. The enlarged end is at forging temperature and the shaft of the upset is completely unaltered by the upsetting process.
The cold bar stock is placed in the upsetter and clamped by the gripper jaws. A low-voltage, high-amperage, electric current is passed through the bar between the anvil and the gripper jaws. As the bar between the contacts heats (by resistance) and becomes plastic, the axial force applied by the hydraulic cylinder compresses the bar and enlarges it at the hot end, creating a ball against the anvil. As the ball becomes larger, the anvil retracts. There is virtually no limit to the amount of material that can be gathered and since the resistance heating begins at the center of the bar, scale is minimized. The enlarged end is at forging temperature and the shaft of the upset is completely unaltered by the upsetting process.
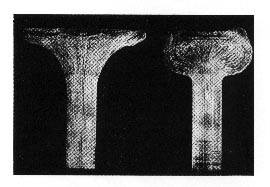
Optimum Grain Flow…Since mechanical upsetters can only gather about 2 1/2 diameters per blow, parts with large heads must be made with multiple blows. This can weaken the final forging because of discontinuous folds and jagged grain flow.
Electric upsetting allows for continuous gathering of up to over 30 diameters in one operation. This produces even and continuous grain flow in the final forging.
BAR STOCK: Bar stock can be hot-rolled or cold-drawn, round or octagonal. Material must be free of scale to insure good electrical contact. Diameter range from about 1/4 inch to about 2 1/2 inches. Length is virtually unlimited.
UPSETTING: Upsetting can be open upset or die upset, at either end, both ends, or in the middle. Up to about thirty diameters can be gathered in the head, which is heated to forging temperature by efficient direct resistance. Heat is only applied where it is needed so the shaft of the upset remains unheated.
FORGING: Upsets can be forged horizontaly or vertically.Because the volume of the material gathered can be controlled precisely, and shaped to optimum form, most parts can be forged in a single die, in one blow. Your die inventory will be reduced because in many cases identical parts with varying shank lengths can be forged in the same die. There is significantly less wear on the dies because less volume of material must be displaced. If you currently forge parts nested in platters, up to 90% less waste can be achieved by upsetting depending on the part. Significantly larger parts can be forges on existing equipment because less material volume is displaced.
TRIMMING: Forgings produced with electrically upset preforms yield far less flash than conventional forgings, up to 90% less flash, depending on the part.
MACHINING: The forging has a straight shank of of the original bar diameter so it can be roll threaded. The shaft is unaltered by the upsetting process and therefore retains the exact qualities of the original bar stock.
REDUCE LABOR COSTS: Typical installations utilize one operator to upset, forge, and trim.
