
QForm Extrusion integrates all the features required for analysis and optimization of the most complicated extrusion processes. It is used for simulation of solid, semi-hollow and hollow profiles as well as extrusion through multi-hole dies. The extruded material can be aluminum alloys, magnesium, brass, steel and other metals.
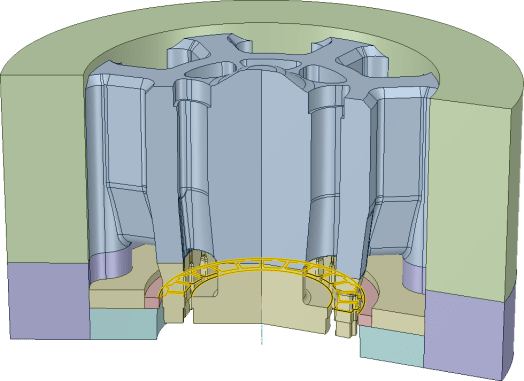
Industry wide benchmark testing has shown that QForm Extrusion has the fastest simulation speed of even the most complicated profiles (ICEB 2015). It takes into account the influence of die set deflection on the material flow. It utilizes a combined Lagrange-Euler approach as well as thermally and mechanically coupled simulations of the die set and material flow together. Special friction models and algorithms for finite element mesh generation have been adapted specifically for extrusion process simulation.
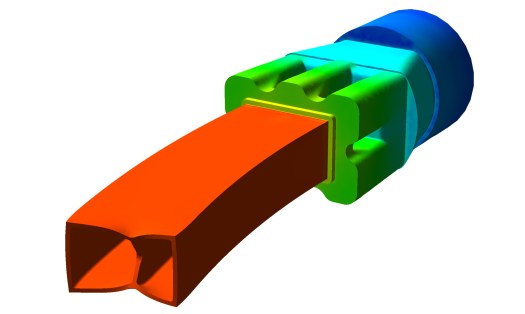
QForm simulates extrusion of thin-walled profiles and shows how the deformed die orifice can change the final dimensions of the extruded profile. Unique coupled simulation of thermal and mechanical tasks takes into account the influence of die set deflection and thermal transfer on the material flow and accurately calculates the resulting angles of choke and relief on bearings as well as how the material flow is affected.

QForm accurately predicts the location of longitudinal seam welds and estimates the length of transversal seam welds
Extrusion issues that QForm can detect:
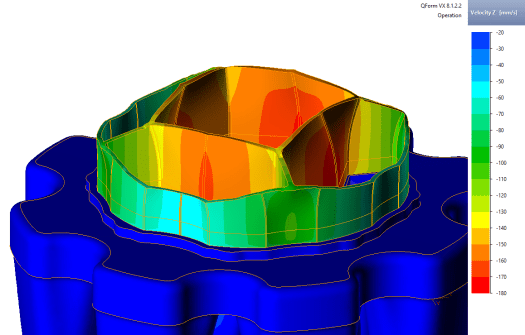
- Optimization of bearings heights, choke, and relief based on the velocity of extruded material
- Tip shape optimization
- Calculation of dimensions and angles (choke and relief) on bearings caused by die deflection
- Prediction of over-cooled and over-heated areas of the extruded profile
- Prediction of surface defects on the profile
- Press selection and optimization of extrusion velocity for optimal productivity
- Prediction of longitudinal seam welds and transvers seams (billet to billet)
- Calculation of upsetting and die filling time
- Calculation of thermal stresses in extruded profile for estimation of warping

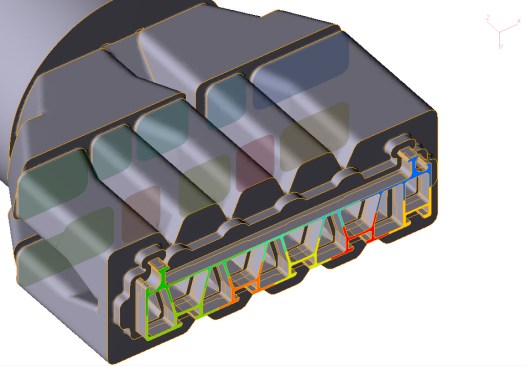
QForm Extrusion has a built in bearing editor that allows for rapid modification of bearing lengths and angles. You can quickly experiment with bearing design to see how it affects the material speed and the shape of the extrusion. We can also supply our specialized extrusion die-set designing CAD system QForm Extrusion Die Designer (QExDD)
The program is fast and reliable. It works on a 64-bit Windows platform and takes advantage of parallel computing on PCs and can utilize as many cores or logical processors as are available. Simulations can be run in parallel or a series of simulations can be run overnight or over weekends using the built-in batch mode.
Advantages
- Prediction of defects in profile during design phase before production
- Die-set design optimization for profiles with highly complicated shapes
- Quicker die set development and technology implementation
- Convenient interface for optimization of bearings which allows users to quickly and easily make correction of bearings based on the velocity distribution of extruded material in the simulation
- Prediction of temperature distribution along the profile as it exits the die to estimate over-cooled and over-heated areas of the extruded profile
- Prediction of surface defects on the profile
- Press selection and optimization of extrusion velocity for optimal productivity
- Direct interface with specialized extrusion die-set designing CAD system QForm Extrusion Die Designer (QExDD)
